
O fabrico de sinos é o coração da nossa empresa e tudo começa com uma simples folha de papel onde idealizamos, calculamos e planeamos todo o processo de instalação para um conjunto de sinos.
Com o intuito de preservar a nossa herança, aliamos as técnicas e conhecimentos dos artesãos do passado com as mais recentes tecnologias, de forma a perpetuar este conhecimento nas obras do presente e futuro.
Os sinos moldados e fundidos dão origem a um produto rico em timbre. Estes funcionam como um coro de cinco vozes em que para estar perfeitamente afinado todos os elementos devem estar em harmonia.
Torna-se fulcral referir que, em Portugal, esta arte milenar continua praticamente inalterável desde o século XII, no entanto já existem fundições, algumas na Europa, que optam por utilizar meios e materiais de moldação modernos.
O falso sino
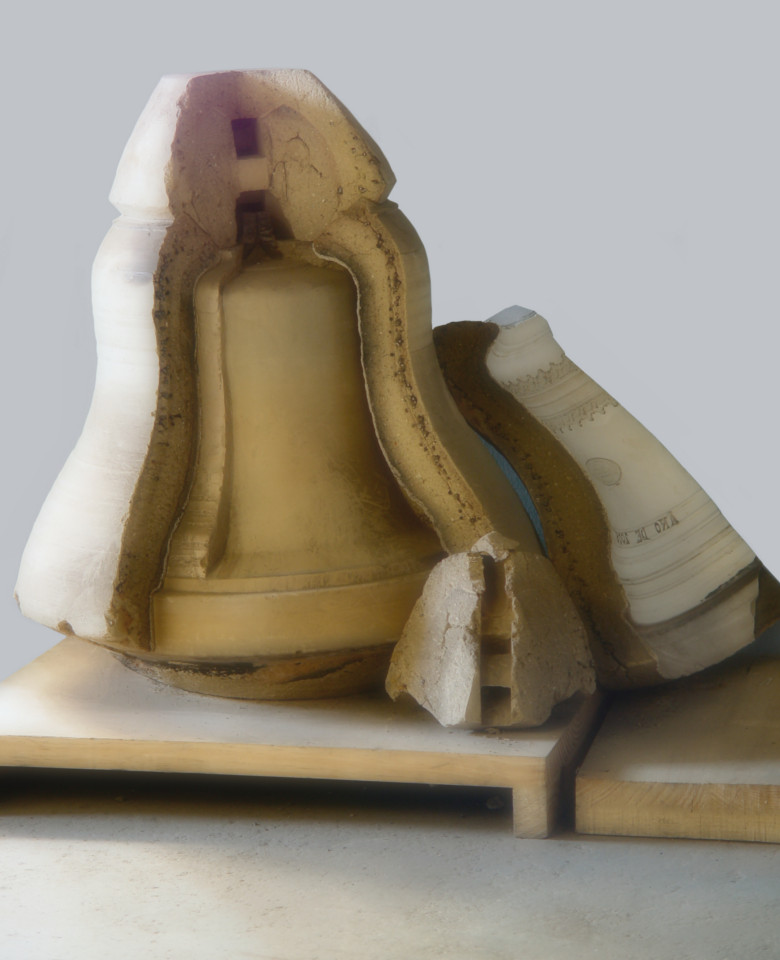
Depois de calcular e desenhar o modelo do sino, fabricamos dois moldes: um para para o perfil interior e outro para o perfil exterior do sino. Começamos por fabricar o molde interior, o chamado macho do sino e de seguida, sobre este, faz-se o molde exterior, o falso sino, pois este será o modelo exacto do sino a fundir.
Composto de material refractário, o falso sino é recoberto de uma fina película de cera sobre a qual colocámos os ornamentos, as inscrições e as esculturas, também em cera, que depois são revestidas com diversas camadas de material refractário.



Após um período de secagem de vários dias, separamos a moldação exterior do macho e eliminamos o falso sino. As inscrições e ornamentos que se encontravam, no início, impressos em positivo sobre o falso sino, aparecem agora em negativo na face interna da moldação exterior. Depois de limpar o macho e a moldação exterior, voltamos a colocá-los um sobre o outro, criando um espaço entre ambos – correspondente ao falso sino – no qual o bronze será vazado.


A fusão do sino
Chegamos ao momento mágico, em que apenas 18 segundo se tornam decisivos para o árduo trabalho de semanas.
A uma temperatura de cerca de 1 140ºC, elevamos o forno vazando o metal fundido para os vários canais que conduzem aos moldes soterrados numa vala.
Logo que o sino arrefeça, partimos o molde e limpamos o sino. A primeira badalada emite um som que apesar de não ser ainda inteiramente puro, conseguimos obter uma indicação do seu timbre. é neste preciso momento que avaliamos se a preparação de semanas foi ou não um sucesso. Não somente o perfil e composição do bronze – 78% de cobre e 22% de estanho – mas igualmente a forma de vazar e a velocidade de arrefecimento são também determinantes para a qualidade do som.




A afinação
A afinação é a última etapa de um produto acabado com um timbre rico e puro. Para afinar um sino não é suficiente medir os sons e de seguida retirar metal da sua superfície interna. Nesta fase escutamos sobretudo o timbre do sino, a nota fundamental e os harmónicos, bem como a sua combinação com ou sem harmonia.
Os nossos mestres sineiros consideram que a riqueza do timbre aliada à pureza do tom e à sonoridade, são características que devem estar em constante aperfeiçoamento, criando assim um produto de reconhecida qualidade.



eu quando era miudo cheguei e mais os meus irmaos a Fabricar para a vossa empresa as pecas que seguravam o sino em branze tudo era fabricado artesanal na nossa oficina
Excelente material, amigos de Portugal!
Agradecemos o seu comentário!